
- キャッピング速度: 15〜30個/分
- 定格電圧:110V/60Hz(米国規格)
- 機械電力: 0.8KW
- アンペア: 2.2A
- 外寸:2230*1460*1600 MM(L*W*H)
- 空気圧: 0.7 MPa
- 重量: 約300kg
ボトルキャップマシンの起動前の通知
1: 機械を差し込む前に、電源スイッチが閉じた状態になっていることを確認し、指示に従ってください。
2: 機械を長期間使用しない場合は、乾いた布で拭き取ってください。腐食性の洗浄剤を使用して清掃しないでください。
3: 内部の電気部品の腐食やショートを防ぐため、機械の電気ボックスに液体を噴出させることは固く禁じられています。
4: 機器梱包リストに従って、機器と材料のモデル、仕様、数量を確認し、設計と製品規格の要件を満たし、適合証明書が添付されていることを確認します。
5: 機器の外観を点検し、変形、損傷、腐食がないこと、またすべてのスピンドルが詰まりなく柔軟に回転することを確認します。
6: この機械は単相 AC 110V で動作し、平らな 3 本足の電源プラグをアース線付きの電源ソケットに差し込む必要があります。
技術的パラメータ

- キャッピング速度: 15〜30個/分
- 定格電圧:110V/60Hz(米国規格)
- 機械電力: 0.8KW
- アンペア: 2.2A
- 外寸:2230*1460*1600 MM(L*W*H)
- 空気圧: 0.7 MPa
- 重量: 約300kg
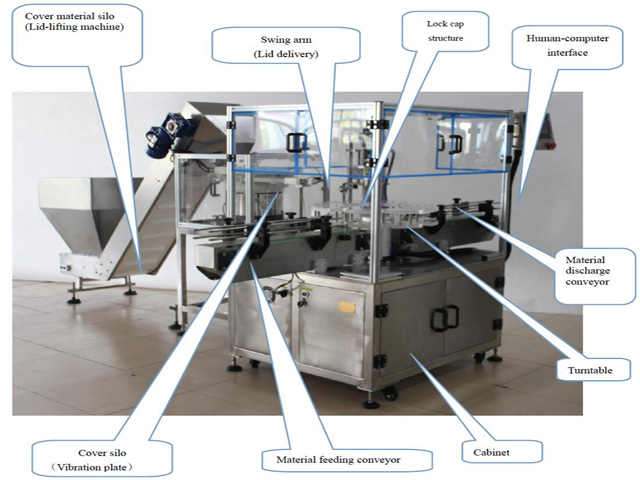
キャッピングマシンの詳細:


機械の構造
光ファイバー電気眼の説明
ボトルを検出する電気の目:
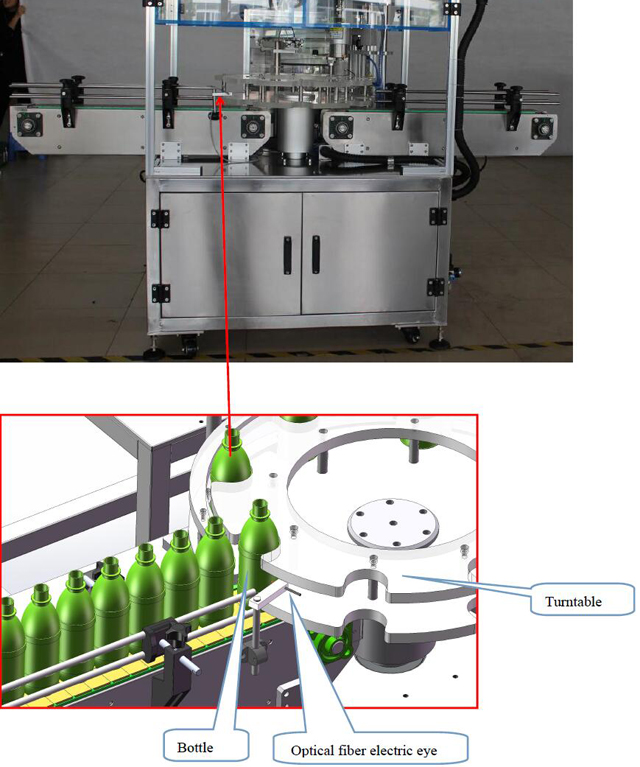
自動モードで操作する場合、この電気眼の目的は入ってくるボトルを検出することです。
ボトルの投入を検知すると、「ターンテーブル」が回転します。
まぶたに電気を送る眼
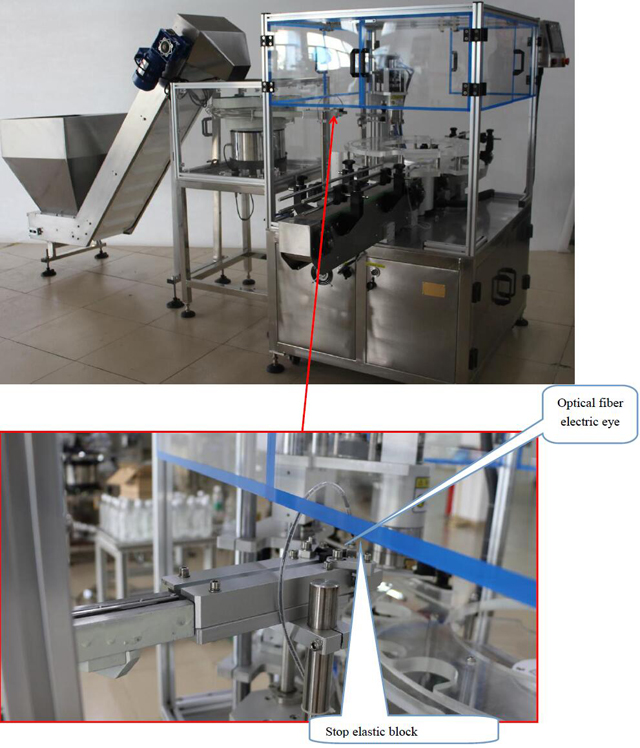
自動モードで操作する場合、この電気眼の目的は、接近するカバーを検出することです。
蓋の進入を検知すると、「取り出し機構」が上昇し、材料を取り出します。
まぶたに電気を送る眼
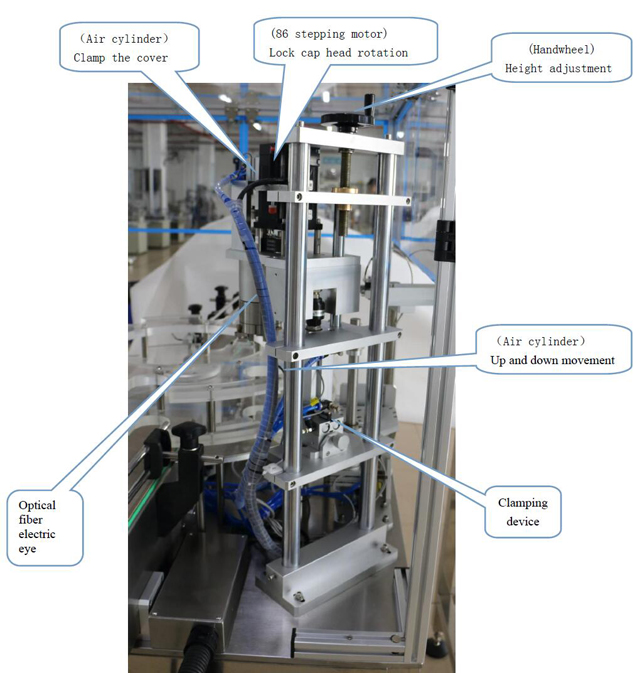
自動モードで操作する場合: この電気眼の目的は、入ってくるボトルを検出することです。
ボトルの進入を検知すると、「ロックキャップ機構」がロックキャップを下方に回転させます。
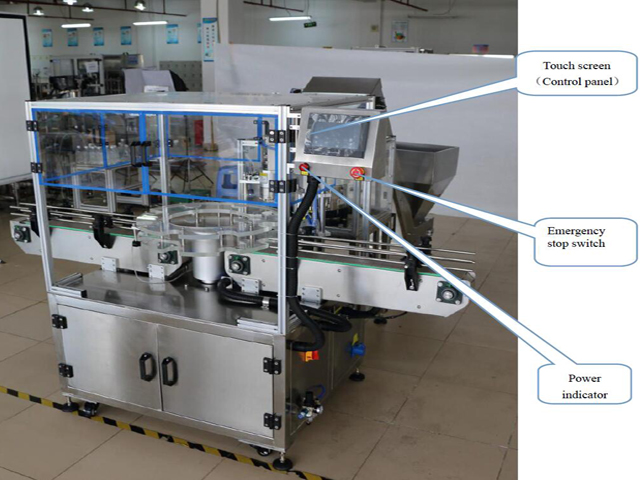
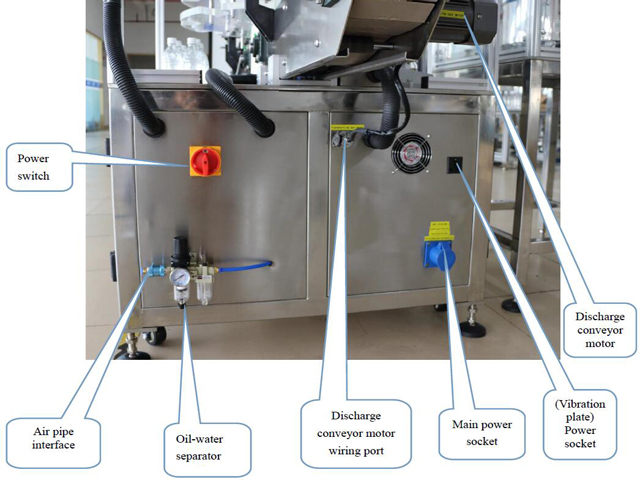
スイッチボタンと配線ポート
タッチスクリーンと緊急停止
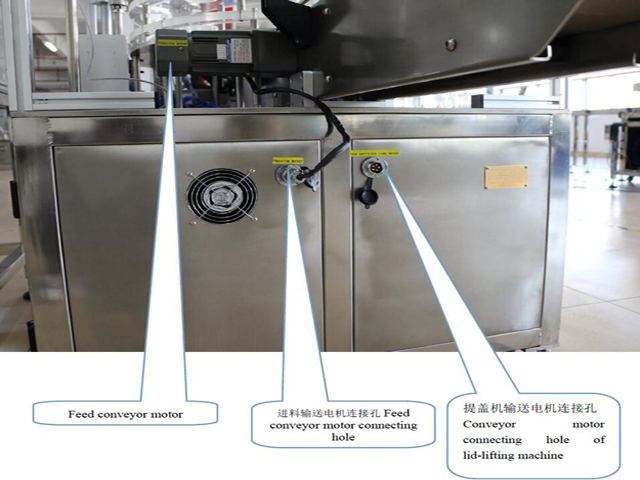
フィードモーターと蓋振動板コントローラー
振動板コントローラ
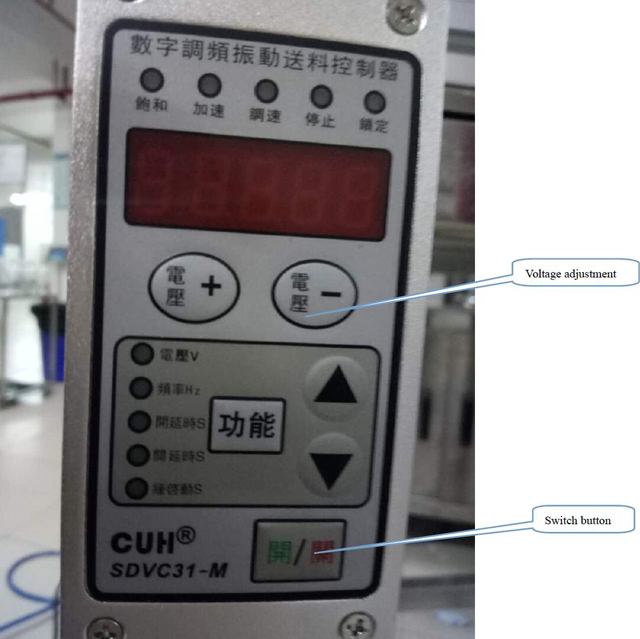
振動板コントローラー:電圧を調整することで、放電速度を調整します。
電源スイッチとソケット
モーターコントローラ
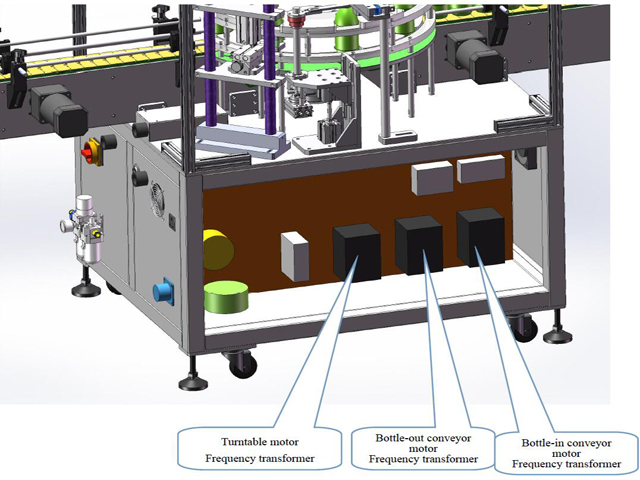
周波数変換器: 周波数変換器ボタンを調整して、モーターの速度を調整します。
アラームとトラブルシューティング方法:
1. 緊急停止が押されました。マシンのキャップとタッチスクリーンの横にある緊急停止ボタンを押します。
2.出力が設定値に達したら、出力を設定し、クリアボタンを押して現在の出力をクリアします。
3. キャップが長時間検出されない場合は、確認してください。ボトルキャップ誘導ファイバーが適切に提供されているかどうかを確認します。キャップが所定の位置にあるかどうかを確認します。
4. 長時間ボトルが検出されない場合は、ボトルが所定の位置にあるかどうかを確認してください。
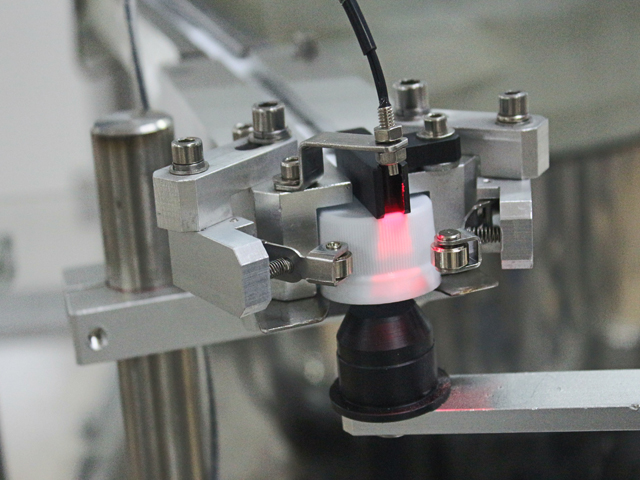
電気眼の調整:
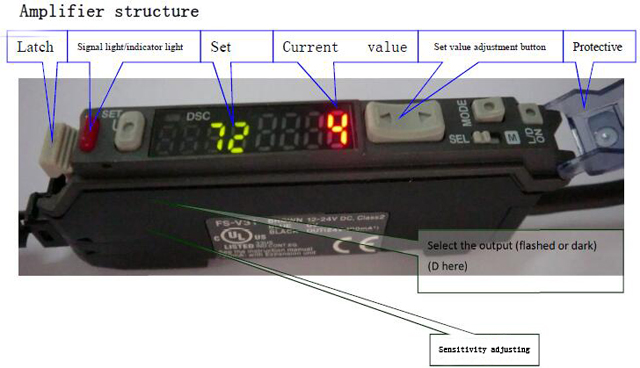
アンプの構造
光ファイバーの図:
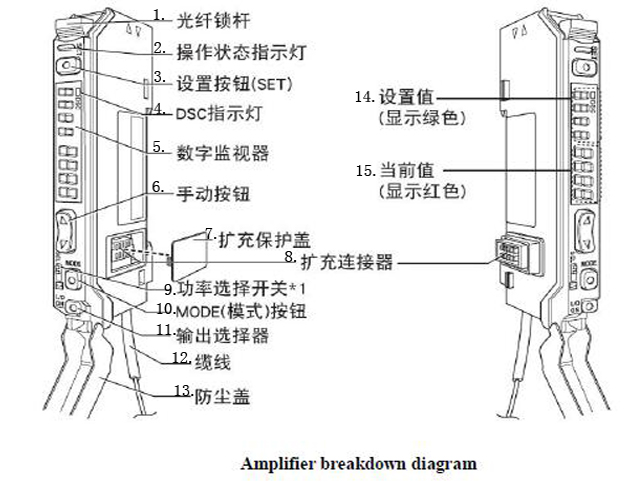
1. 光ファイバーロックバー
2. 動作状態インジケーター
3. 設定
4. DSCインジケーターライト
5. デジタルモニター
6. 手動ボタン
7. 拡張保護カバー
8. 拡張コネクタ
9. 電源セレクタースイッチ
10. モードボタン
11. 出力セレクター
12. ケーブル
13. ダストプロテクター
14. 値を設定する(緑色)
15. 現在の値(赤字)
光ファイバー設定の作業プロセス
- 電気眼が隙間に落ちると、赤の電流値は144になります。
- 電気の目がラベルに当たると、赤の電流値は 4 になります。
- 設定値を調整する」は、電眼が本体紙(検知対象物間の隙間)上にある値の約1/2と電眼が紙上にある値の設定値が(144 4)/2 = 74であるため、手動ボタンを調整して設定値が74になるように調整します。
- ラベルの隙間を電気眼の位置と赤い「信号灯/表示灯」で前後に動かします。
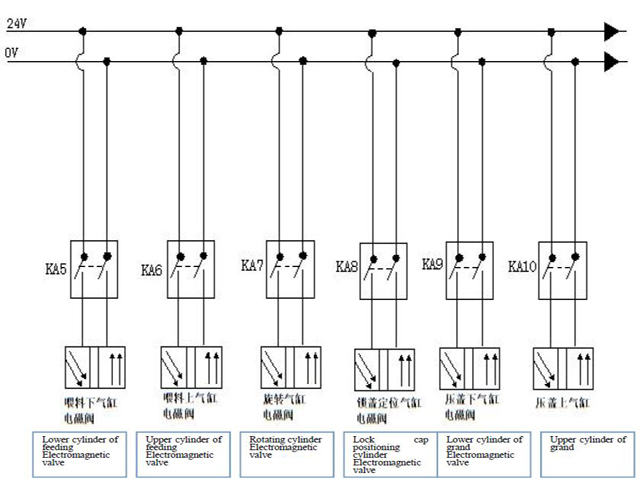
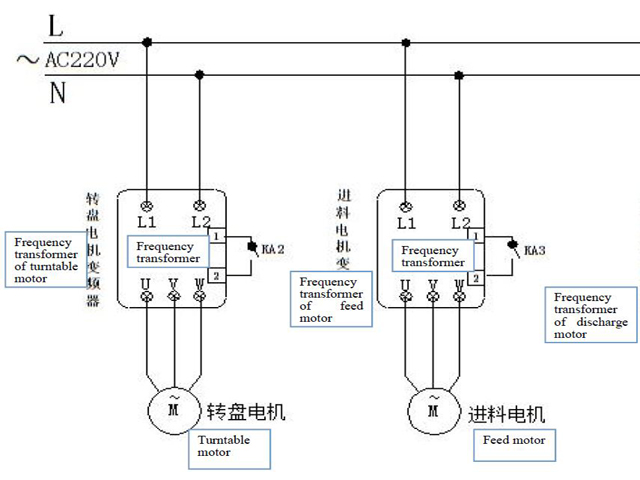
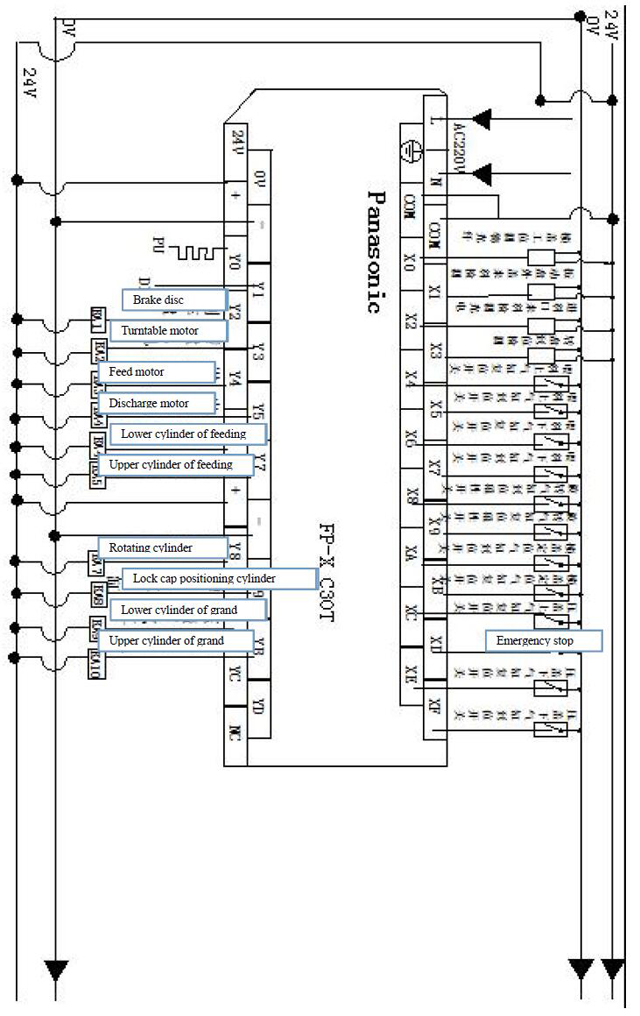
回路図
メンテナンスボトルキャッピングマシン

1. 機械を長持ちさせ、機械の機能を最適化するために、機械を点検し、メンテナンスする必要があります。
- 作業機械は3か月ごとにメンテナンスする必要があります。
- ベアリングとギア伝達部品はグリースで潤滑する必要があります。
- 潤滑は定期的に行う必要があります。
- 往復運動や昇降などの動作をする部分には、スライドウェイオイル(N68)を1日2回補充してください。
- 回転部やスイング部には自動車用オイル(N68)を補充する必要があります。
- 半月ごとにカムスロットにグリースを補充します。
- 毎月1回、オイルノズルにグリースを補充します。
2. 部品や金型などの接合部分が固まっている部分の表面を、金属製の工具で叩いたり削ったりしないでください。
3. 機械が長時間停止した場合は、トランスミッションやベアリング部品などの部品に潤滑用のグリースを補充してください。また、機械を防水処理してください。
4. 機械を損傷する恐れがあるため、機械の上に物を置かないでください。
5. 部品内部のほこりを定期的に掃除し、すべてのネジを点検して緩んだネジがあれば締めてください。
6. 特定の時間に配線端子のネジを確認し、ネジが固定されていることを確認します。
7. 電気ボックスから伸びた配線経路に緩んだ箇所がないか確認します。緩みすぎている場合は、漏電の原因となる絶縁層の摩耗や損傷を防ぐために、ネジを締め直してください。
8. 摩耗しやすいパットを点検し、損傷したものは適時に交換します。









