
- ラベル適用長さ: 10 mm~150 mm
- ラベル幅:10mm~150mm
- 適用紙ロール内径: 40mmまたは76mm
- ロール紙外径:φ≤250mm
- 室内温度: -10° c ~40° c
- 室内湿度: 35~85﹪
- 電源: 220V、50HZ
- 全体寸法: 550*550*650 (長さ*幅*高さ)
- 体重: 78kg
ローリングラベリングマシンの機器操作手順:

機種:VK-T805
名称: 半自動フラット&ラウンドボトルラベラー機械
ローリングラベリングマシンの運用状況
1. 以下の環境では本装置の使用は固く禁じられています。
- 激しい局所的な気温変化
- 湿度が高く露の多い場所では
- 非常に強い振動や衝撃
- 塵の中に置く
- 水、油、化学物質が飛び散る場所
- 爆発性、可燃性の危険物がある場所
2. 電源コンセントと電源インターフェースがしっかりと接触していることを確認してください。接触が緩んでいると火災の危険が生じる可能性があります。
3. 電源コードの上に重い物を置かないでください。電源コードが損傷すると、感電や火災の危険が生じる可能性があります。
4. 清掃や防錆油を使用する前には、必ず電源ケーブルを装置から抜いてください。そうしないと、火災や機器の損傷の危険があります。
5. 緩んでいたり損傷している電源コンセントは使用しないでください。感電や火災の危険があります。
6. 正しい接地を使用してください。正しく接地されていないコンセントを使用すると、感電や機器の損傷の危険が生じます。
7. コンセントに触れるときは手を濡らさないでください。感電の危険があります。
8. モバイルデバイスを使用する場合は、電源コードを電源から抜いてください。そうしないと、火災や機器の損傷の危険があります。
9. 適切な電圧/電流規格でデバイスを使用してください。適切な電圧/電流がないと、感電、火災、または機器の損傷の危険があります。
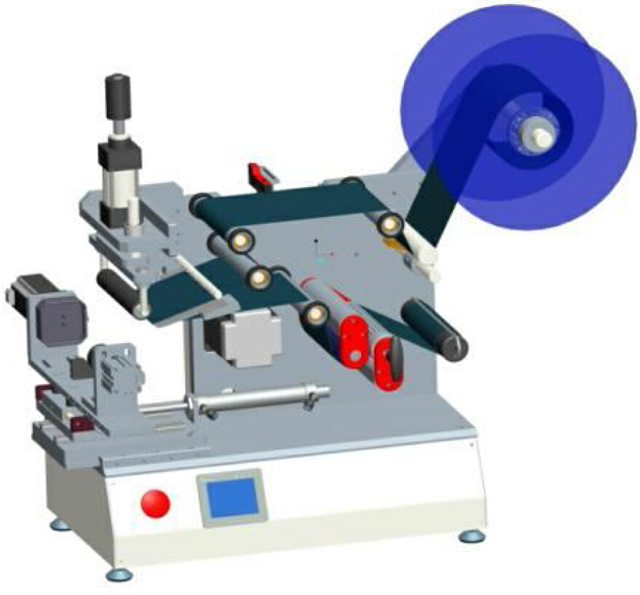
VK-T805 ラベリングマシン

ラベリングマシンの紹介
ラベリングマシンは、製品の表面に自動的にラベルを貼り付ける自動化装置の略称で、手動ラベリングを置き換え、生産効率と品質を向上させることができます。自動化の程度に応じて、手動ラベリングマシン、半自動ラベリングマシン、自動ラベリングマシンに分けられます。製品の形状に応じて、丸型ボトルラベリングマシン、部分周回ラベリングマシン、特殊形状ボトルラベリングマシンに分けられます。ラベリングと製品の配置に応じて、垂直ラベリングマシンと水平ラベリングマシンに分けられます。
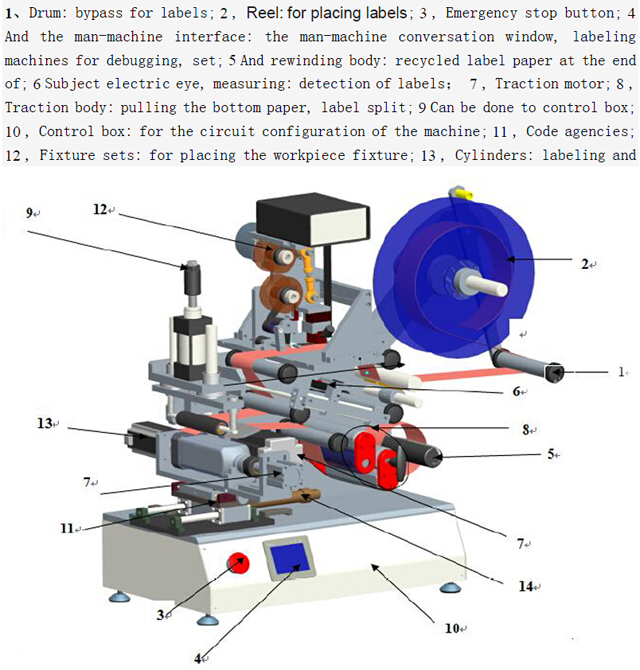
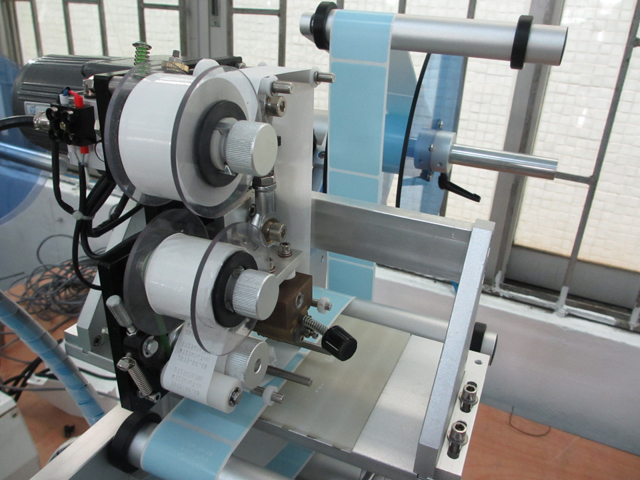
モデルVK-T805の図面説明:
機械の背面
技術的パラメータ:
1. ラベル長さ:10mm~150mm
2. ラベル幅を貼る:10mm~150mm
3. 適用するロール紙の内径: 40mmまたは76mm
4. ロール紙外径:φ≤250mm
5. 室内温度: -10° c ~40° c
6. 室内湿度: 35~85﹪
7. 電源: 220V、50HZ
8. 全体の寸法: 550*550*650 (L*W*H)
9. 体重: 78kg
の範囲
1. 食品、医薬品、化粧品、電子産業などの分野で広く使用されています。
2. 半製品または完成品に印刷および部分円弧面の半自動ラベリングを行います。
3. 平らなボトル、丸いボトル、楕円形ボトル、その他の形状のボトルにもラベルを付けることができます。以下のサンプル写真をご覧ください。



ラベリング理論

1. 伝達システム:タイミングベルト駆動システムと受信機構によって駆動されるモーターが、ラベル分割に推進力を提供し、ラベルの端で紙の剥離とリサイクルを実現します。
2. 制御システム: このマシンは電気とガスの組み合わせ制御を使用し、電気センサーとフットスイッチが受信した信号を設定されたプログラムに従って中央プロセッサの PLC に渡して処理し、ラベルの剥がし、吸引、編集、カウント機能を実現します。
運用プロセス
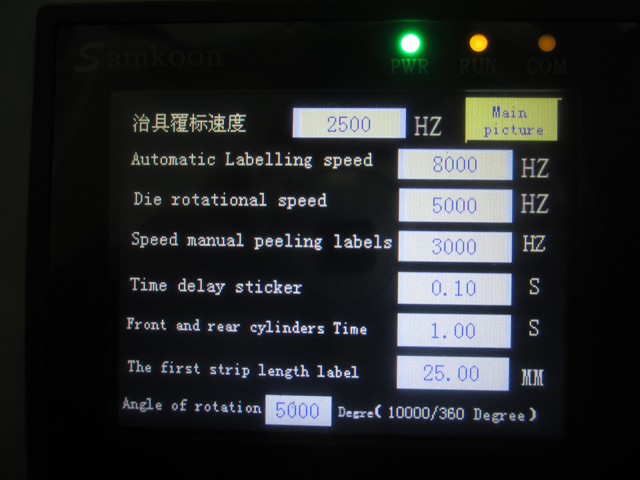
電源を入れると、調整可能な電動アイラベル調整ラベルで修正されたラベルが取り付けられます
電源オン/シャットダウン
電源オン:
1. 機械の周囲を清掃し、緩み現象がないか確認します。
2. ラベルを貼って電源コードを電源ソケットの背面に接続し、電源ソケットの横のスイッチが開いていることを確認します。
3. 電源コードのもう一方の端をACコンセントに接続します。電圧は220V、50Hzです。
4. 緊急停止スイッチメインパネルを開く
5. 高圧ガスを穴に流す(スイッチが開いていることを確認する)
シャットダウン:
1. 通常使用の場合は、ACコンセントから電源コードを差し込むか、緊急停止スイッチを直接押してください。
注意!!!
2. 濡れた手で電源コードや電源装置を差し込まないでください。感電の原因になります。
3. 電源コードの上に重い物を置かないでください。
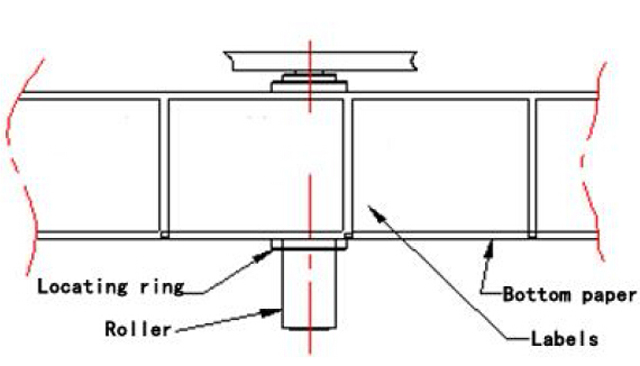
調整を確認する
1. 「1」ラベルの周囲は、ボリュームのその側のラベルに応じて、ボリューム内のサーフェスでは図のバイパス方式に従います。
2. 「2」締め付け体をブイの周りに当てて、まず解放し、その後もう一度押します。
3. 肉眼で観察し、剥離板の「5」以降のラベルを観察し、タグが分離して、前図に示すように、吸引ヘッドの有効分数の位置に来るようにします。正しくない場合は、ラベルを大まかに調整する必要があります。
4. 「3」と「4」のサービスタグ間の電気眼を検出するには、ラベルの周囲にマジックアイのスロット穴をテストする必要があります。電気眼がラベルとラベル間の変化を検出できるかどうかをテストするには、電気眼の設定の詳細について「電気眼の設定」セクションを参照してください。
5. 「6」の牽引体の終了後、必ず「S」字型の周囲法と「T」ハンドルのマークをしっかりと締め付けてください。そうしないと、牽引が許可されなかったり、ベルトの端を引っ張ることができなくなります。
6. 「7」は巻き取り本体、軸、活動用の丸い黒鋼クリップ、端はペーパークリップクランプです。
修正済み
1. 上記の作業が完了したら、パネルの「自動/手動」ボタンを「手動」状態にし、電源が接続され、オンになっていることを確認してから、「ジョグ」スイッチを押して、底紙を約 0.5 メートル引っ張り、底紙を自由に正しい位置にするように設計されています。
2. 下の紙が自動的に修正されたら、前の図に示すように、すべてのローラーを限界円上で調整し、限界円を紙の両側に移動します。
電気の目を動かす
1. 表面の「自動/手動」ボタンを「手動」にしてから、「ジョグ」スイッチを押します。このとき、剥がし板を肉眼で観察すると、ラベルがストリップパネルから 0 ~ 1 mm 外れます。
2. 次に、ラベル テスト電気眼を移動し、タグとラベルの間に紙の端を置きます。テスト電気眼のライトに注意してください。検出電気眼がラベルから、または紙のラベルの端から移動すると、ライトがオンとオフに切り替わります。
上図の寸法は、吸引ヘッドがストリップパネルから0.5〜1mm離れていることを確認し、ネジを緩めて調整することができます。
ラベル位置の吸引ヘッドへのスムーズな移行を確実にするため。(通常、この位置は適切に調整されています)
注意!!!
1. ベルトの押し付けとロック装置のリセットを確認します。そうしないと、入札が正確でなくなります。
2. テスト電気目が付いているかどうかを確認します。そうでない場合、ラベルが連続して表示されます。
3. 駆動システムがクランプされているかどうかを検査します。クランプされていない場合は、下部の紙が引っ張られません。
マジックアイセット
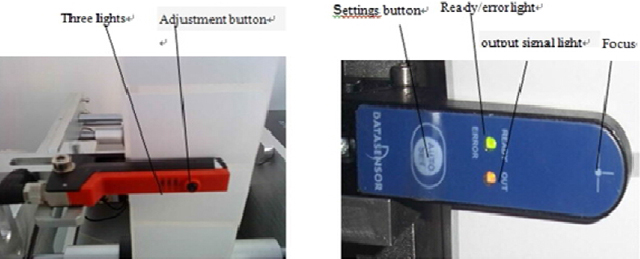
マークエレクトリックアイ(ここでは説明のみを目的としており、お客様が購入したモデル構成を意味するものではありません)
左はドイツの Dr easy logging GS-63 電気眼、右はイタリアの pedicle SR21-IR 電気眼です。これらは通常、ラベルを検出するために使用されます。調整方法は次のとおりです。
1、ドクターイージーロギングGS-63電動アイ調整:
根拠: 厚さに応じてラベル間の隙間を識別する。(光はラベルがない場所には浸透し、浸透しない場所にはラベルがあることを識別する) 特定の厚さの紙ラベルまたはその他のラベルに適用されます。
ノブの説明: 緑色のライト: 電源ライト
黄色のライト: ステータスライトを識別します (黄色のライトが点灯している場合は、信号出力があります)
調整ボタン: 異なる設定のラベルの検出を調整します
まず、ラベルをマジックアイに通して、次の図のように操作します。ラベルを引っ張ると、ラベルとラベルの隙間にある黄色のライトが点灯します。そこはラベルがオフになっています。リセットすることはできません。そのまま使用できます。黄色のライトが点灯しているか、頻繁に点灯している場合は、エレキアイをリセットする必要があります。設定方法は次の通りです。まず、ラベルをU字型の溝のマジックアイに通します。エレキアイのスロットの中にラベルが配置されています。調整ボタンを3秒間押し続けます。エレキアイの黄色のライトが点滅しているのが見えます。次にボタンを放します。ラベルがない場所(ラベルの紙の端だけ)をマジックアイのスロットに置き、調整ボタンを8秒間押し続けます。この時点でボタンを放します。セットアップは完了です。エレキアイがタンクの中にラベルを引っ張ると、ラベルの黄色のライトが消えていること、ラベルとラベルの間に隙間があることが確認できます。黄色のライトが点灯しています。
イタリア ペディクル SR21-IR 電動眼調整:
グルーブ電気目に属し、光の透過量によって識別力の強さにラベルがなく、紙素材とラベル素材の端に異なるラベルを貼り付けます。
検出原理は、溝の電眼側から光線を発射し、反対側で受信し、中間ラベルのときに、受信する光量の変化によって閾値を設定し、ラベルがないかどうかを識別します。
設定方法
1) 「準備完了」のとき、ライトが点灯すると、エレクトリックアイがラベルを中央にフォーカスし、タグを前後に引っ張ると出力信号が変化するなど、エレクトリックアイは動作状態にあり、直接使用できます。
2) 自動セットアップボタンを短く押すと、緑と黄色のライトが点灯し、電気的な目を引く中程度の信号が点灯します。この時点ではラベルは取り外せません。緑のライトが素早く点滅するまで押し続けます。
3) メディアがマジックアイのフォーカス位置に2番目に入ると、緑色のライトが点滅します。
4) 「AUTO SET」を短く押します。緑色のライトが消えます。電気眼が2番目のタイプのメディア信号、つまりこの時点では取り外し不可能なラベルをキャッチし、緑色のライトが点灯したままになります。
5) ラベルを移動し、2 つのローカル メディア分解で出力信号が点灯し、マジック アイが設定されます。
6) 「READY」ソリッド、マジックアイを使用してオブジェクトを 2 つのメディアに切り替えることができます。
ラベルの位置を調整する
1. まず図「C」のコンテナを貼り付け、観察ポストの位置とパス「A」および「B」のアクティビティ ブロックを適切な位置に調整します。
2. 適切に調整した後、アクティビティシートのネジを固定して、緩まないようにする必要があります。
3. D 内蔵テスト電気眼は、製品を無料でテストするために使用されます。ボックスのペダルを踏んで測定対象物の起動状態を確認し、ラベリングマシンを調整します。
手動操作
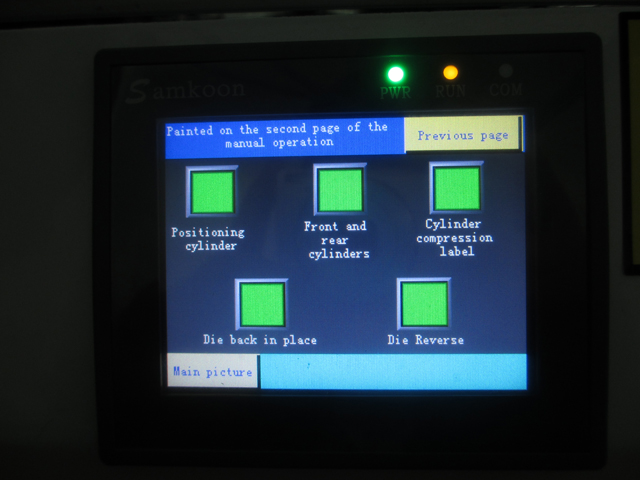
1.まず、マニュアルの「手動/自動切り替え」を選択し、その後「切り替え」と組み合わせて使用します。
2. デバッグ時に正しいラベルを得るために使用する手動操作
自動化されたアクション
1. まず、「手動/自動切り替え」を自動状態にして、次に「フットスイッチ」と組み合わせます。
2. マークやラベルが付けられたものなど、デバッグ時に使用する自動アクション。
電気眼の調整の測定:
1. FX-301シリーズ電気アイが正しく接続されていること:
マジックアイは、測定が正しく取り付けられていることを保証して使用できるようにする必要があります。接続方法は、次の図に示すように、「in」に連続した黒い線、「out」に銀色の線が接続されるようにします。
2. 電気眼検出原理:
電気眼は光の反射量に応じて物体を識別します。電気眼が物体に光を当てると、物体は一定量の光を目に反射します。物体の反射光量が設定値に達すると、電気眼の信号が変化し、制御システムに信号を送ります。
3. スイッチの状態:
「モード/キャンセル」ボタン、緑色のライトが「実行」、「ティーチ」、「ADJ」、「L/D」、「TIMER」、「PRO」の各ドキュメント間で切り替わり、さまざまな動作ステータスを示します。
- 「実行」は州の実行を表します。
- 「教える」指導ステータス。
- ステータスを調整するには「ADJ」を押します。
- 信号ステータスを解除する場合は「L/D」
- 「PUSH」ボタンを押して確定し、左右に切り替えて機能を微調整します。
4. マジックアイセット:
4.1 ワークステーションに製品がないことを前提として、透明カバー付きの電気眼アンプを開き、「モード/キャンセル」キーを押して「ティーチ」文書に転送すると、デジタルボックスに値が表示されます。この値は空の信号であり、数値が安定しているため、「PUSH」で確認します。
4.2 次に、製品をラベリング ステーションに置き、位置を観察しながら左側の位置を閉じ、位置バーの位置を調整して、製品のラベルの位置に到達します。
4.3 ラベルの位置を調整します。数値を表示するデジタル ボックスが表示されます。この値は、製品が信号を検出したときの値 (「1900」など) で、安定している場合は、「PUSH」をクリックして確認します。完了すると、デジタル表示ボックスに GOOD のヒントが表示されます。(「モード/キャンセル」を押すと、「実行」に戻り、実行することができます)
4.4 「ADJ」文書に転送され、数値表示ボックスには空白信号(ハートビート - 空白信号)/ 2 が表示されます。しきい値のシステムデフォルト値です。信号値が臨界値より大きい場合は、デフォルトでオブジェクトになり、臨界値より小さい場合は、デフォルトでオブジェクトなしになります。信号を PLC にフィードバックし、適切な指示を発行します。しきい値は、左右のトグル「PUSH」キーを介して調整できます。値を増減すると、しきい値が変更されます。(通常は調整する必要はありません)次に、「PUSH」を押して確認します。
4.5 「モード/キャンセル」キーを押すと、実行状態が「実行」に戻ります。(セットアップが完了すると、「実行」実行状態に戻ります)
4.6 透明カバーを閉じて終了です。
4.7 製品がラベリング ステーションに置かれると、電気眼の測定信号が検出され、PLC にフィードバックされ、PLC が指令を出し、ラベリング マシンは関連部分の作業を開始します。
電子制御部品
制御システム
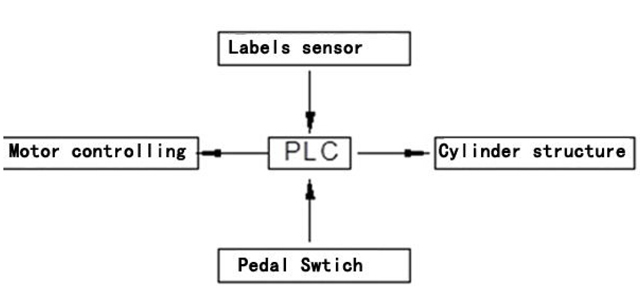
原理:ラベリングマシンはPLCに基づいており、信号を受信し、システムを制御します。上図に示すように、「フットスイッチ」を踏むと、フットスイッチは信号を開始してPLCに送信し、PLCは設定されたプログラムに従って処理し、「モーター制御システム」を起動してラベルの剥離と送りのプロセスを実現します。同時に、「ラベル位置センサー」(ラベル測定電気眼とも呼ばれます)は、ラベルの移動距離を常に監視します。ラベルを更新するための距離に入ると、「ラベル位置センサー」はすぐにPLCに信号を送信します。同様に、PLCは設定されたプログラムに従って処理し、「モーター制御システム」は停止信号を送信してラベル吸引機とラベリングシステムを起動し、ラベルの剥離と貼り付けを完了します。
一般的な欠陥と除外
ラベルの位置が不安定
1. 圧力設備がしっかりと締められていないと、マークが緩み、電気目視検査が不正確になります。
2.牽引体が滑ったり、しっかりと固定されていないと、底紙がスムーズに剥がれてしまいます。
3. 貼り付ける形状や位置。
取り除く
1. ベルト装置の圧力がきつすぎるため、跡が残り、圧力が低下します。
2.自動運転では偏差補正なしでマークされ、元に戻って補正されます。
ラベルの品質が良くなく、気泡や折り目がある
- ラベルが薄すぎる可能性があります。柔らかく薄い透明ラベルには、吸着法則は適用されません。
機器は反応しない
1. 電力線に問題がないことを確認します。
2.トランスミッションコンセントの横のヒューズが切れていないか確認し、交換してください。
3. 内部配線が緩んでいる場合は、専門家に修理を依頼してください。
通常の骨折の終わりにラベル紙
1. ベルト装置の圧力がきつすぎるため、跡が残り、圧力が低下します。
2. 質の悪い紙の端にラベルを貼ったり、歯の奥深くにラベルを貼ったりすることがある
吸引ヘッドの故障または誤動作、適応外の動作が発生する
- 吸引ヘッドの穴が詰まり、吸引力が不足している(0.7Mpa以上の圧力を保証)
2. ブローパイプの吹き出し方向が間違っている場合は、移動と回転方向を調整できます。
3. ラベルカバーがない場所には、透明粘着シールで吸引力の低下を軽減します。
連続ラベル
電気眼がうまく設定されていないので、電気眼をリセットする
端にリサイクル紙を集めて材料を集める
主にドライブベルトの後ろの老朽化が進んでいるので、新しいベルトに交換してください。
ラベル作成
1. ラベルを作成するときは、ブイの周りの方向に注意してください。
2. マジックアイが異物穴を検出し、紙の穴が夜間に残らないようにします。そうしないと、マジックアイが認識できず、ラベルが重複する原因になります。
3. ラベルと底の紙がスムーズに開くことを確認します。
定期メンテナンス
1. 通常の使用状況では、機器は定期的に点検することができます。
2. 定期的に防塵・防錆処理を行う設備。
3. 長期間使用しないときは、必要な電源を切ってメンテナンス作業を行ってください。
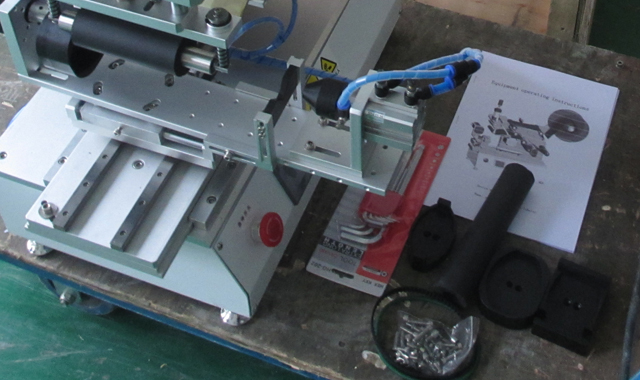
別館
このラベルの標準付属品: 取扱説明書、六角レンチ、電動目調整ドライバー。
さまざまな形状のボトルのラベルサンプル:














