
- モデル: VK-MFC
- 電力: ~220V/単相
- 電流: 7A
- 周波数: 50HZ
- 空気圧: 0.7MPa
- 電力: 1100W
- サイズ:1900*1550*1850mm
- 重量: 485 kg
- 総重量:555kg
- 充填量:1ml~150ml
- 機械はカスタマイズ可能で、米国標準で粉末化できます
機械を始動する前に注意すること
- 本機は単相/220V交流で動作します。本機の電源を入れる前に、正しい接続を確認してください。
- 空気圧が適切に接続されているかどうかを確認してください。
- 機械上および金型内に異物がある場合は、異物を取り除いてください。
- 蠕動ポンプに接続されたホースが材料タンク内に配置されていることを確認します。
- 充填ノズルがボトルの口に揃っているか、ヘッドがボトルにキャップされているかを確認します。
基本データ
| 電力: ~220V | 電流: 7A |
| 周波数: 50HZ | 空気圧: 0.7MPa |
| 電力: 1100W | サイズ:1900*1550*1850mm |
| 重量: 485 kg | 充填量:1ml~150ml |

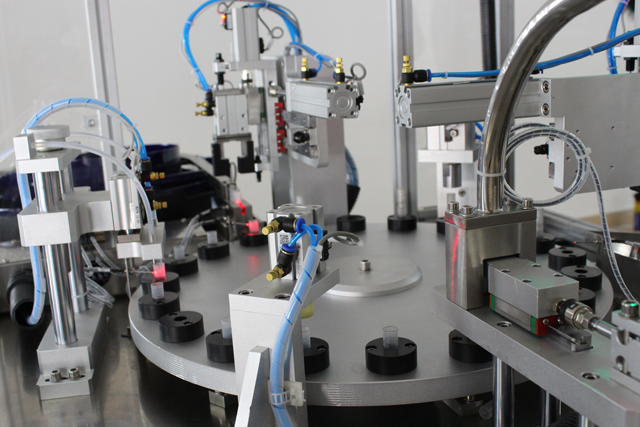
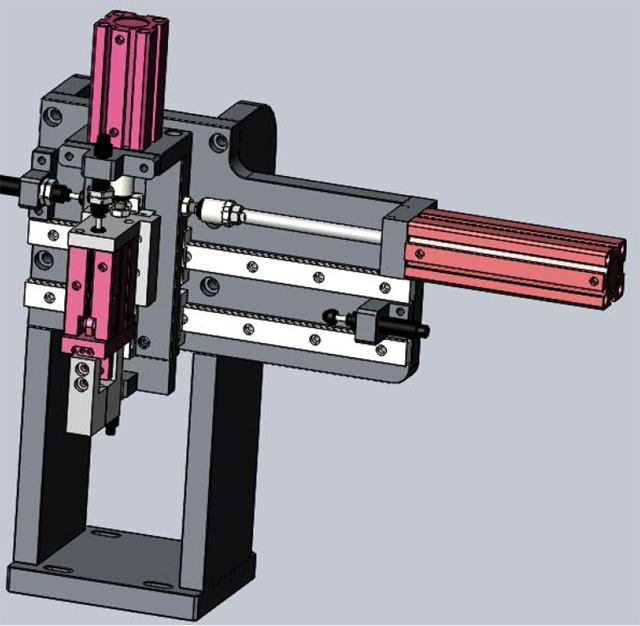
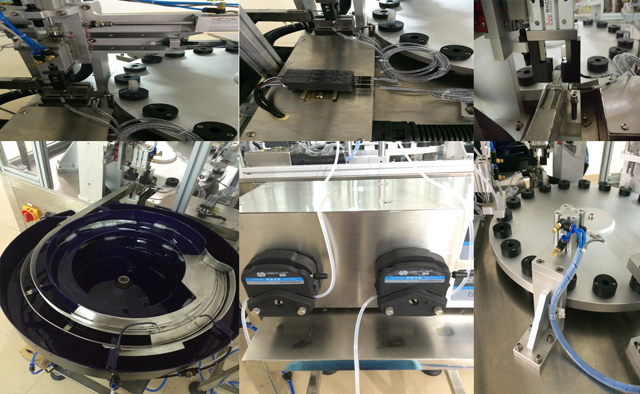
機械のクローズアップ写真と描画
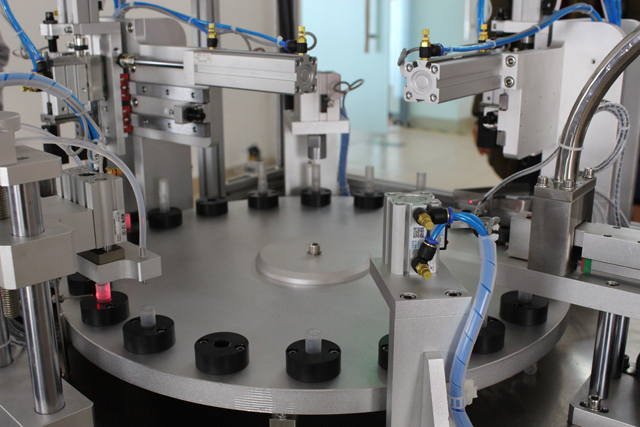
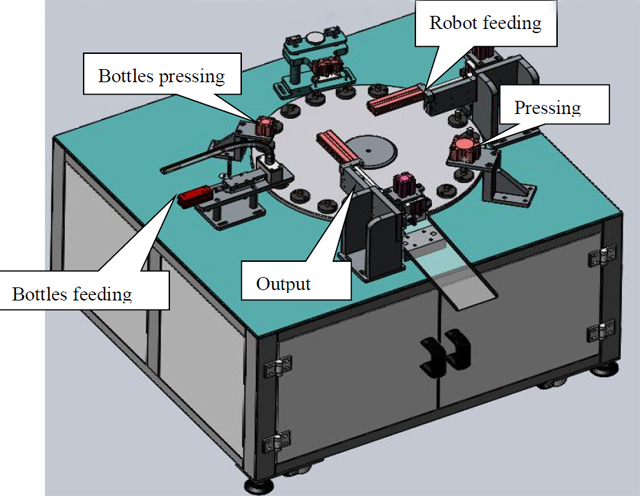
駅の説明:
- ボトル供給:ボウルを振動させてボトルを供給し、空気圧要素がボトルをターンプレートに導き、その後空気圧要素が後退します。
- ボトルのプレス:空気圧要素によって供給されるボトルからの自由落下により、ステーションはボトルをホルダーの底に到達させます。
- 充填ステーション: ボトルに液体を充填します。ステーションは蠕動ポンプと連動して動作します。
- ロボット給餌: ロボットがポンプからボトルに給餌します。
- プレスステーション:ポンプでボトルを締めます。
- 出力: 最終製品をターンプレートから移動します
検出スイッチ
(1)バイアル給餌ステーション
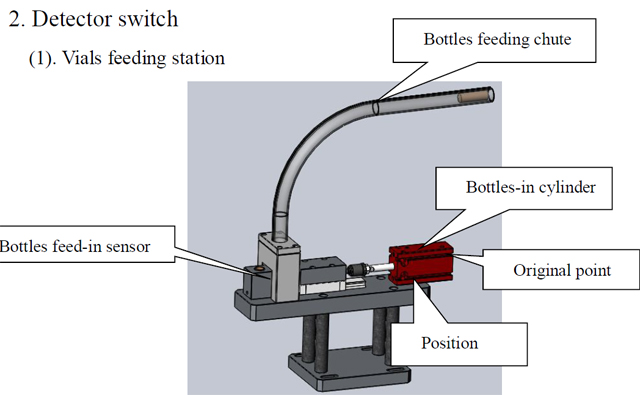
- ボトルインシリンダー:シュート内のボトルをターンプレートに誘導します
- 原点:ボトルインシリンダー原点
- ボトルインポジション:ボトルが適切な位置にあることを示すサイン
- フィードイン センサー: 2 本のファイバーがシュート内の位置を検出します。どちらかのファイバーがボトルを検出できない場合、ボトルイン シリンダーは動作しません。
知らせ: 機械は全自動モードで作動します。検出スイッチに注意してください。
ファイリングステーション
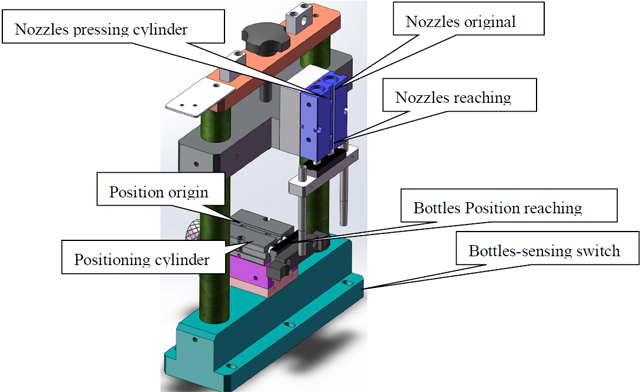
- ボトル感知スイッチ:ステーションの下の材料を感知し、ステーションを起動します。
- 位置決めシリンダー: 検出スイッチがステーションの下に材料があることを検出し、シリンダーが材料を配置します。
- ボトル位置の原点: スイッチは、ステーションとターンプレートの動作の完了を示すマークです。
- ボトル位置到達:位置シリンダーがボトルの到達を完了します
- ノズルプレスシリンダー:充填ノズルをボトルに差し込みます。
- ノズルが原点に押圧される:ノズルが原点に後退する。
- ノズル到達: 充填ノズルがボトルに到達しているかどうかを検出します
ポンププレスステーション
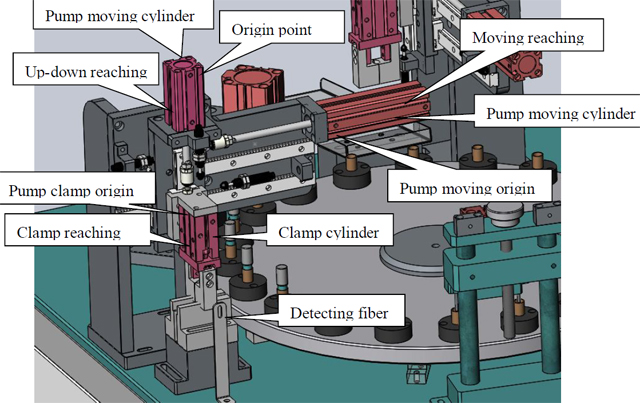
- ボトルステーション検出スイッチ:ステーションの下の材料を検出し、ステーションを起動します。
- 位置決めシリンダー: 検出スイッチがステーションの下に材料があることを検出し、シリンダーが材料を配置します。
- ボトル位置の原点: スイッチは、ステーションとターンプレートの動作の完了を示すマークです。
- クランプシリンダー:ポンプをクランプします。
- クランプの起源: 緩い状態でのクランプ。
- クランプの到達: ボトルがステーションに届きます。
- ポンプ到達検出器: 振動ボウルが内部プラグをシュート内に導き、内部プラグが正しく配置されているかどうかを検出して次のアクションを起動します。
- ポンプシリンダー:ポンプを取り出して配置します。
- ポンプの水平移動シリンダー: クランプされたポンプをターンプレートのボトルの上部に配置します。
出力ステーション
上記のポンプ圧搾ステーションと同じ動作原理。
メンテナンス
1. 機械を長持ちさせ、機械の機能を最適化するために、機械を点検し、メンテナンスする必要があります。
作業機械は3か月ごとにメンテナンスを行う必要があります。ベアリングとギア伝達部品にはグリースを塗る必要があります。潤滑は定期的に行う必要があります。往復運動や持ち上げなどの部品には、スライドウェイオイル(N68)を毎日2回追加する必要があります。回転部品やスイング部品には自動車用オイル(N68)を追加する必要があります。半月ごとにカムスロットにグリースを追加します。毎月1回、オイルノズルにグリースを追加します。
2. 部品や金型などの接合部分が固まっている部分の表面を、金属製の工具で叩いたり削ったりしないでください。
3. 機械が長時間停止した場合は、トランスミッションやベアリング部品などの部品に潤滑用のグリースを補充してください。また、機械を防水処理してください。
4. 機械を損傷する恐れがあるため、機械の上に物を置かないでください。
5. 部品内部のほこりを定期的に掃除し、すべてのネジを点検して緩んだネジがあれば締めてください。
6. 特定の時間に配線端子のネジを確認し、ネジが固定されていることを確認します。
7. 電気ボックスから伸びた配線経路に緩んだ箇所がないか確認します。緩みすぎている場合は、漏電の原因となる絶縁層の摩耗や損傷を防ぐために、ネジを締め直します。
8. 摩耗しやすいパットを点検し、損傷したものは適時に交換します。
梱包と輸送
機械を水平または垂直に置かないでください。機械の脚を取り外し、機械全体を木枠の底に固定してください。輸送中、機械は木枠や振動ステーションから外れることなく、木枠内で静止している必要があります。
機械の梱包は中立でなければなりません。機械を移動するときは、フォークリフトまたはクレーンを使用して、安定した動きで下から機械を移動してください。下の写真の図に注意してください。機械を吊り上げたり揺らしたりするときは、クレーンが機械に接触しないようにしてください。機械を4本のM16X200ボルトで固定し、クレーンとボルトをリンクして機械を吊り上げたり揺らしたりします。その間、機械の下の保護物を緩衝します。必要に応じて、安定した吊り上げのために支柱を使用します(下の図に示されています)。
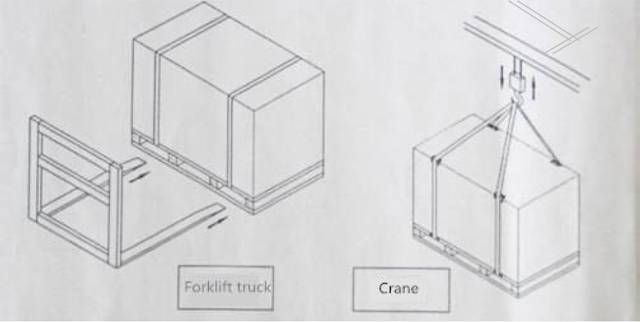
木箱を開梱する前に、木箱に損傷がないか確認してください。木箱に損傷がある場合は、木箱を開けずにすぐに運送会社に連絡してください。運送作業員の監視下で木箱を開け、その過程を記録してください。
安全上の理由から、フォークリフトの地面からの距離は1メートル未満に維持する必要があります。機械を移動させるクレーンを使用する場合は、距離を2メートルから2.5メートルに維持する必要があります。
よくある障害とトラブルシューティング
| 故障 | トラブルシューティング |
| 機械を起動しても動作しない | 供給電力を確認する |
| ボトルは落下、揺れなどの不安定な状態でコンベアに沿って搬送されます。 | ボトルのクランプ部分を調整する |
| 充填ヘッドがボトルから外れている | 充填ヘッドを調整する |
| 充填液の滴下 | 背中の吸引速度と音量を調整する |
| キャッピングシリンダーまたは蠕動ポンプからのアクションなし | 位置センサーを調整する |
| キャッピング効果は緩い | キャッピング構造を調整する |









