
- モデル: VK-MFC
- 充填量: 1〜150ml
- 出力: 30~50 本/分
- 充填精度: ±1%未満
- 電源: 220V/50Hz (お客様のご要望に応じてカスタマイズ)
- キャッピング率: 99%以上
- 栓抜き率:99%以上
- ラベル貼付率:99%以上
- 空気供給量: 1.3 m3/h 0.4-0.8Mpa
- 電力: 2.0kW
- 重量: 650 kg
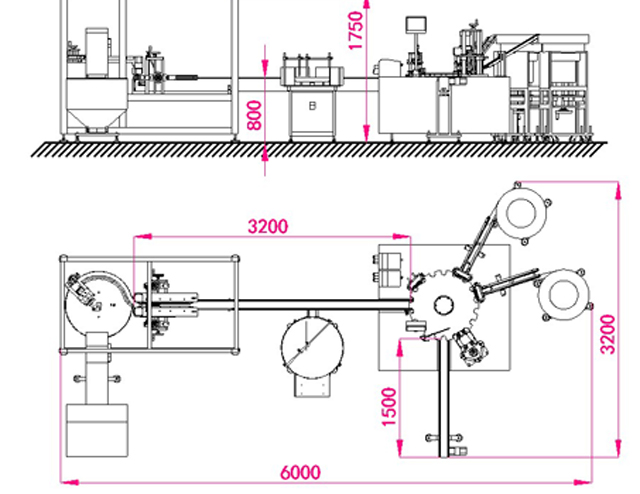
- 寸法: 6000*3200*1750mm
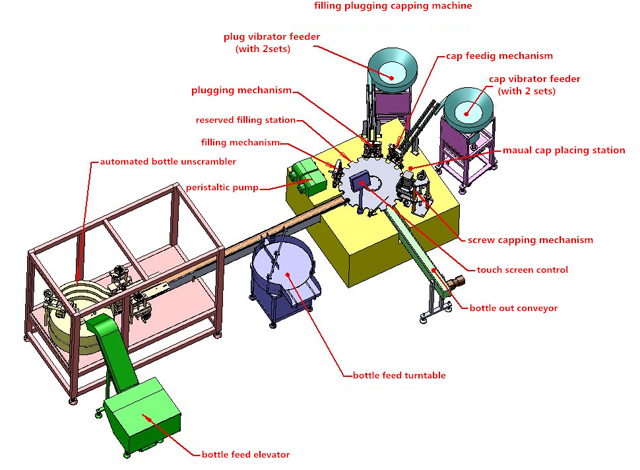
小瓶充填キャッピングラインの製品概要
VK-MFC小用量液体充填機は、製薬業界での5〜100mlの液体充填および密封の用途に適しており、合理的な構造、充填、キャッピング、キャッププレス用の高精度インデックステーブル、精密ペリスタルティックポンプ充填を備えています。機械はPLCによって制御され、操作とメンテナンスが簡単という利点があります。ボトル供給なしでは充填なし、ボトルセンサーなしではプラグなし、プラグなしではキャッピングなしとして機能するシステムがあります。作業プラットフォームとしてステンレス鋼で作られた充填ラインは、GMP標準に準拠しています。機械内の空気圧と電気のデュアルシステムによって制御される機械は、機械式トランスミッションを採用しており、安定して低消費電力で電力を伝達できるほか、正確な位置決め機能を備えています。充填ラインは特に大量生産に使用されます。
充填ラインの用途:

充填キャッピングラベリングラインの主な技術パラメータ:
モデル: VK-MFC
充填量: 1〜150ml
出力: 30~50 本/分
充填精度: ±1%未満
電源: 220V/50Hz (お客様のご要望に応じてカスタマイズ)
キャッピング率: 99%以上
栓抜き率:99%以上
ラベル貼付率:99%以上
空気供給量: 1.3 m3/h 0.4-0.8Mpa
電力: 2.0kW
重量: 650 kg
寸法: 6000*3200*1750mm
充填ラインの基本構成
| 番号 | アイテム | ブランド |
| 1 | PLC | 三菱(日本) |
| 2 | シリンダー | AirTAC(台湾) |
| 3 | 蠕動ポンプ | 中国 |
| 4 | コンベアベルトスラット | 中国 |
| 5 | リデューサーボックス | 中大(台湾) |
| 6 | タッチスクリーン | WEINVIEW(台湾) |
| 7 | 電磁 | SHAKO(台湾) |
| 8 | 光電式 | オートニクス(韓国) |
| 9 | 突然の停止 | シュナイダー(フランス語) |
| 10 | 連絡先資料 | 316Lステンレス |
| 11 | リレー | オムロン(日本) |
| 12 | ACコンタクタ | シュナイダー(フランス語) |
| 13 | スイッチ | シュナイダー(フランス語) |
| 14 | インバータ | デルタ(台湾) |
| 15 | モーター | 上海マイリー |
モノブロック充填用スペアパーツ
| 番号 | アイテム | 量 |
| 1 | ブラシ | 1個 |
| 2 | 給餌用シリコンバー | 2個 |
| 3 | 出力用シリコンバー | 2セット |
| 4 | 電磁弁 | 1個 |
| 5 | スロットル | 2個 |
| 6 | ガラスバルブ | 2個 |
| 7 | モーターベルト | 1個 |
| 8 | シンクロナイザーベルト | 1個 |
| 9 | 82.6mmベルトスラット | 5セット |
| 10 | オープンエンドスパナ | 1セット |
| 11 | 六角レンチ | 1セット |
| 12 | マイナスドライバー | 1セット |
| 13 | プラスドライバー | 1セット |
| 14 | スパナ | 1セット |
主要部品と動作原理


ボトル解読システム
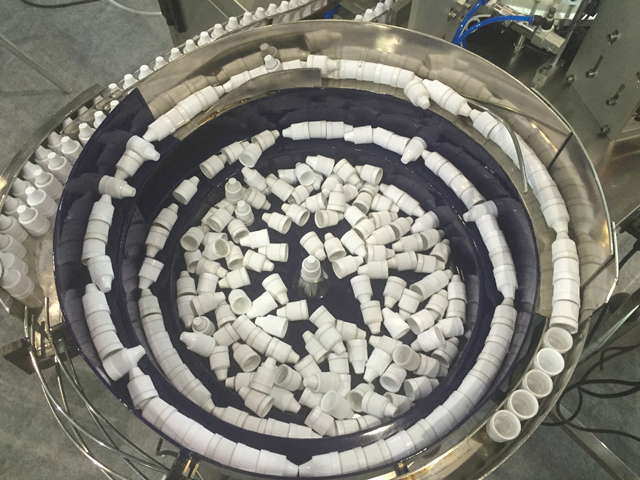

ボトルキャップとインナープラッガーバイブレーター
1. 機械は、コンベアベルト、機械のスケッチ、ボトルとキャップ用の振動装置、蠕動ポンプなどの部品で構成されています。
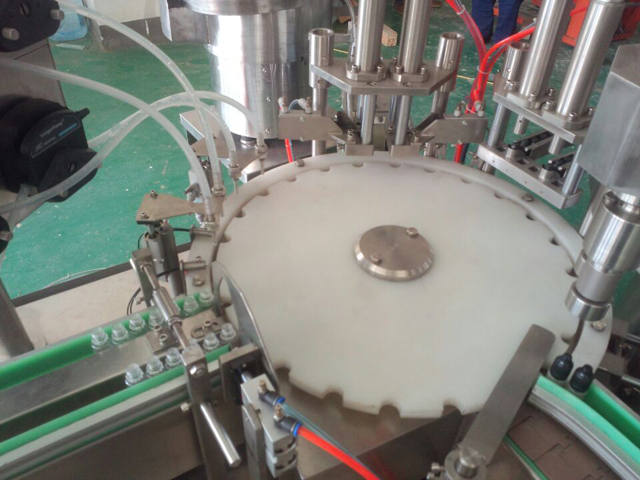
2. 十分なボトル、プラグ、キャップ、液体を用意します。プラグとキャップは、振動トラックとプラグおよびキャップ作業ステーションに完全に充填する必要があります。ボトルはコンベア ベルトによってインデックス スター ホイールに送られ、その後、インデックス スター ホイールによってボトルは充填、プラグおよびキャップ位置に断続的に送られます。
3. 液体は蠕動ポンプによって吸い込まれ、その後シリコンチューブによって送り出されます。最後に、自動的に上下に動くニードルチューブによって液体がボトルに充填されます。ニードルチューブが上下に動くたびに、2 サイクルの充填が行われます。充填ノズルがボトルに周期的に挿入されると、充填が完了します。ボトルなしを検出する光電式アイにより、作業ステーションにボトルがない場合、ボトルが検出できないため蠕動ポンプは動作を停止します。
4. プラグ振動ボウルはプラグをプラグ挿入ステーションに送り、一方、充填されたボトルはインデックススターホイールによってプラグ挿入ステーションの下の位置に断続的に移送されます。

5. 次に、シリンダーがプラグ挿入機を駆動して下降させ、プラグをボトルに押し込みます。プラグが挿入されたボトルは、インデックススターホイールによってキャップ落下ステーションとキャップ装着ステーションに送られます。
6. キャッピング ヘッドは回転し、全体として上下に移動します。ボトルがその下で停止すると、下向きのキャッピング ヘッドがキャップをつかみ、キャッピングを完了します。プラグを検出する光電式アイにより、ステーションにボトルがなくなるか、ボトルはあるがキャップがない場合、内部プラグが検出できないため、キャップ プレス機構は動作を停止します。これにより、完成品に内部プラグがない状態を回避できます。キャッピングは主に上下の回転動作によって行われます。キャップされたボトルはマシンの端まで送られ、次のサイクルの準備が整います。
7. 機械の作業工程
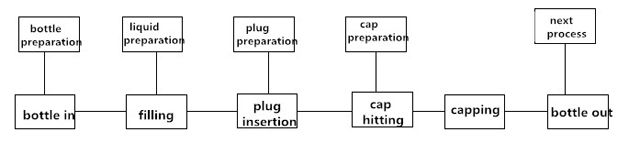
メンテナンス
1. 機械を長持ちさせ、機械の機能を最適化するために、機械の点検とメンテナンスが必要です。稼働中の機械は 3 か月ごとにメンテナンスする必要があります。ベアリングとギア伝達部品にはグリースを塗る必要があります。潤滑は定期的に行う必要があります。往復運動や持ち上げなどの部品には、スライドウェイ オイル (N68) を毎日 2 回追加する必要があります。回転部品やスイング部品には自動車用オイル (N68) を追加する必要があります。半月ごとにカム スロットにグリースを追加します。毎月 1 回、オイル ノズルにグリースを追加します。
2. 部品や金型などの接合部分が固まっている部分の表面を、金属製の工具で叩いたり削ったりしないでください。
3. 機械が長時間停止した場合は、トランスミッションやベアリング部品などの部品に潤滑用のグリースを補充してください。また、機械を防水処理してください。
4. 機械を損傷する恐れがあるため、機械の上に物を置かないでください。
5. 部品内部のほこりを定期的に掃除し、すべてのネジを点検して緩んだネジがあれば締めてください。
6. 特定の時間に配線端子のネジを確認し、ネジが固定されていることを確認します。
7. 電気ボックスから伸びた配線経路に緩んだ箇所がないか確認します。緩みすぎている場合は、漏電の原因となる絶縁層の摩耗や損傷を防ぐために、ネジを締め直します。
8. 摩耗しやすいパットを点検し、損傷したものは適時に交換します。
梱包と輸送
機械を水平または垂直に置かないでください。機械の脚を取り外し、機械全体を木枠の底に固定してください。輸送中、機械は木枠や振動ステーションから外れることなく、木枠内で静止している必要があります。
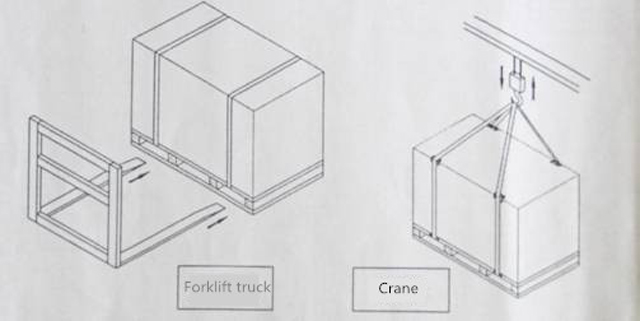
機械の梱包は中立でなければなりません。機械を移動するときは、フォークリフトまたはクレーンを使用して、安定した動きで下から機械を移動してください。下の写真の図に注意してください。機械を吊り上げたり揺らしたりするときは、クレーンが機械に接触しないようにしてください。機械を4本のM16X200ボルトで固定し、クレーンとボルトをリンクして機械を吊り上げたり揺らしたりします。その間、機械の下の保護物を緩衝します。必要に応じて、安定した吊り上げのために支柱を使用します(下の図に示されています)。
木箱を開梱する前に、木箱に損傷がないか確認してください。木箱に損傷がある場合は、木箱を開けずにすぐに運送会社に連絡してください。運送作業員の監視下で木箱を開け、その過程を記録してください。
安全上の理由から、フォークリフトの地面からの距離は 1 メートル未満に保つ必要があります。機械を移動するためにクレーンを使用する場合は、距離を 2 メートルから 2.5 メートルに保つ必要があります。









