- モデル番号: VK-SCC
- 適応ボトル高さ:60~380mm
- 適用ボトルネック径:16〜50mm
- モーター電圧: 220V(カスタマイズ)
- モーター出力: 0.37kw
- 生産能力: 1200~1500本/時
- 機械サイズ: 600*210*900mm
- 梱包: 木箱
- 機械重量: 140kg
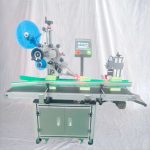
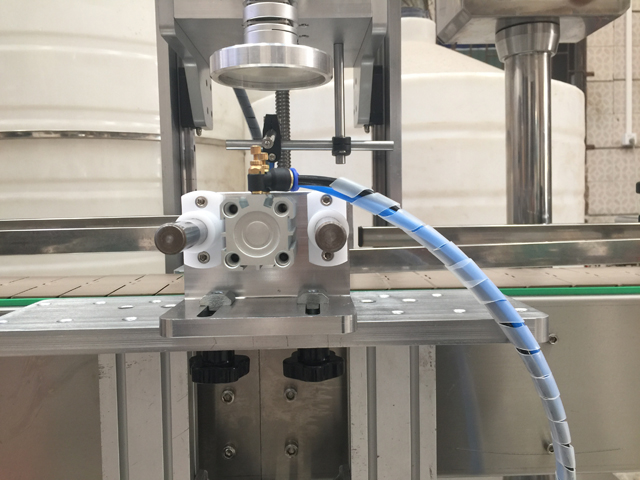
設備 シングルヘッドキャッピングマシンの概要
ステンレススチール素材を採用し、耐腐食性があり、清掃が簡単です。コンパクトな構造設計で、設置面積が小さくて済みます。一方、効率と信頼性が高く、操作要員が 1 人しかいなくてもよい高度な自動化を備えた機械です。機構、電気、空気圧を 1 つに組み合わせた自動充填およびキャッピング装置です。
技術的パラメータ
- モデル番号: VK-SCC
- 適応ボトル高さ:60~380mm
- 適用ボトルネック径:16〜50mm
- モーター電圧: 220V(カスタマイズ)
- モーター出力: 0.37kw
- 生産能力: 1200~1500本/時
- 機械サイズ: 600*210*900mm
- 梱包: 木箱
- 機械重量: 140kg
(注:機械は作業者の手によって瓶のキャップを供給します。下の写真に示す自動キャップ供給システムを選択することもできます)

設備の設置
機械には事前にアンカー ネジを埋め込む必要はありません。開梱後、機械全体を堅固で平らな床に置き、機械脚のネジの高さを調整します。
レベルゲージを使用して傾きを修正し、各脚に均等に荷重がかかっていることを確認します。調整が完了したら、給水ホース、廃棄物排出ホース、電源、空気源を接続してしっかりと固定します。

使い方と操作(パネル機能)

1. 主電源スイッチと機器ケースの右側にあるスイッチをオンにすると、ヒューマンコンピュータインターフェースに次のような起動画面が表示されます。
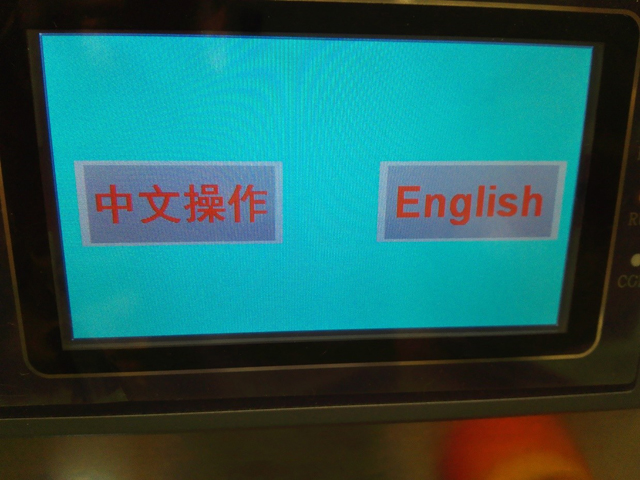
2. いずれかのアイコンをクリックすると、画面が以下のように切り替わります。
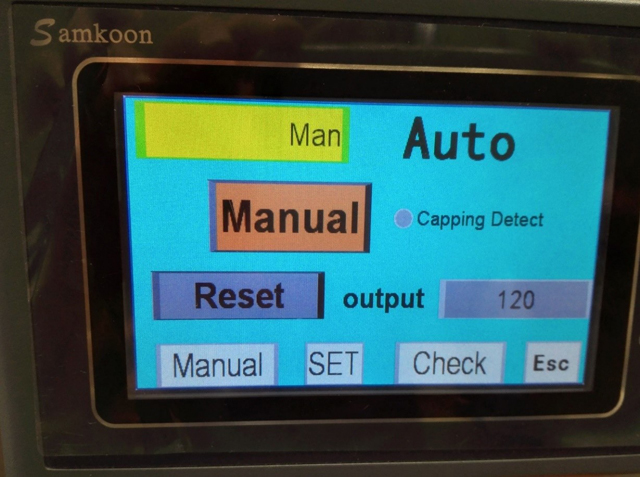
3.0 「SET」をクリックすると、以下の画面が表示されます。
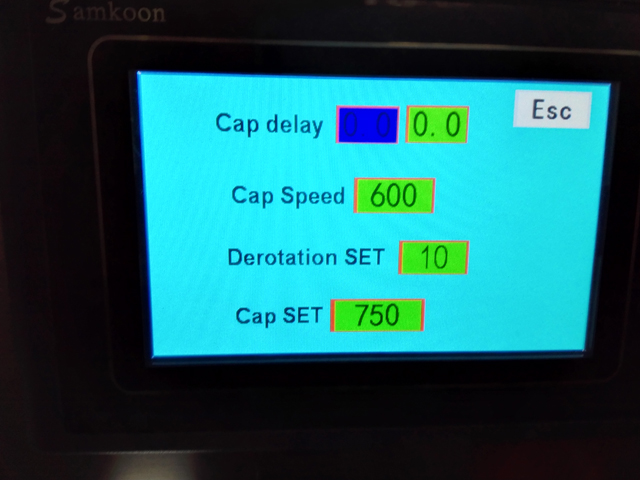
3.1 キャッピング遅延とは、ボトルが検知されると、次の動作まで遅延が開始されることを意味します。これにより、異なるサイズのボトルの調整が便利になります。
3.2 キャッピング速度は、キャッピング モーターの回転速度です。キャッピング設定では、キャッピング時間とキャッピング位置を示すパルス値が表示されます。キャッピングの作業フローは、ボトルのクリップ、キャッピング、キャッピング位置の再開、ボトルのクリップ解除です。キャッピング遅延が 0 の場合、遅延が設定されていないことを意味します。
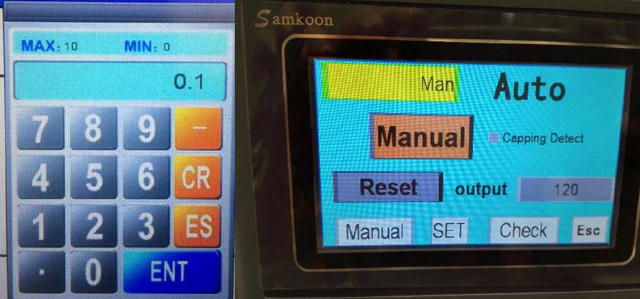
4.0 パラメータの右側にある対応する数字ボックスをクリックすると、下のパラメータ調整画面がポップアップ表示されます。ここで、CR はクリア、ES は既存、Enter は確認です。手動をクリックすると、モードが自動モードに切り替わり、マシンが自動的に実行されます。
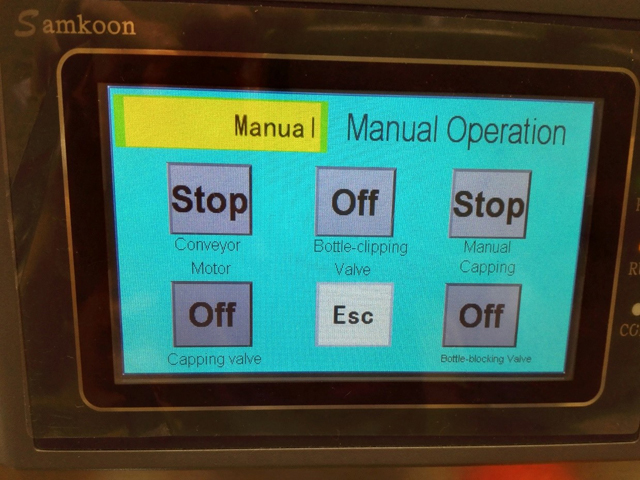
5.0 メニュー画面に戻り、画面下部の「手動」をクリックして下の画面に入ります。別途手動操作が必要な場合は、対応するスイッチをクリックして続行します。
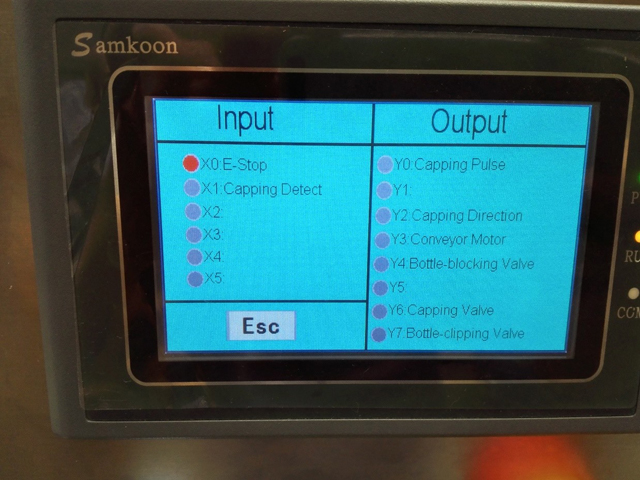
6.0 メニュー画面に戻り、[チェック] をクリックして以下の画面に入ります。インジケーターが点灯している場合は、PLC の対応する入力に信号入力があることを示します。以下の画面を参照してください。
ワークフロー
| 機械始動前 | タッチスクリーンに起動画面が表示される | |
| 言語を選択 | 画面がメニュー画面に切り替わります | |
| 画面下部の「手動」をクリックします | 画面が手動操作モードに切り替わる | 手動実行中は、試運転中にキーボード上の対応する番号をクリックします |
| 自動をクリック | 画面が自動モードに切り替わります | 自動開始をクリックすると、すべての手順が開始されます |
| 緊急停止をクリック | 緊急停止中 | 生産中に異常が発生した場合は緊急停止ボタンを押し、異常が解決したら再度押してください。 |
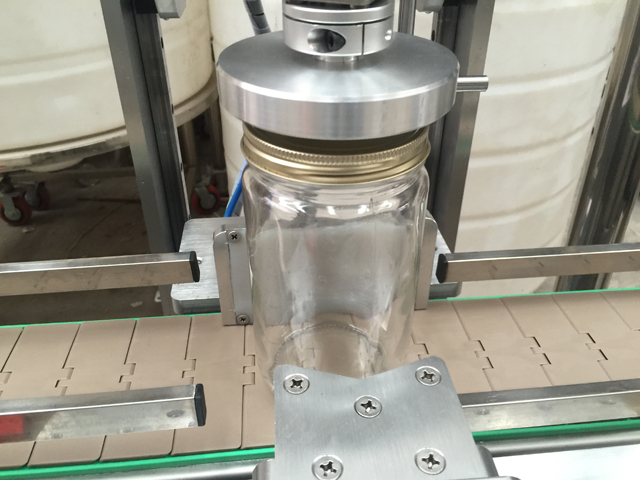
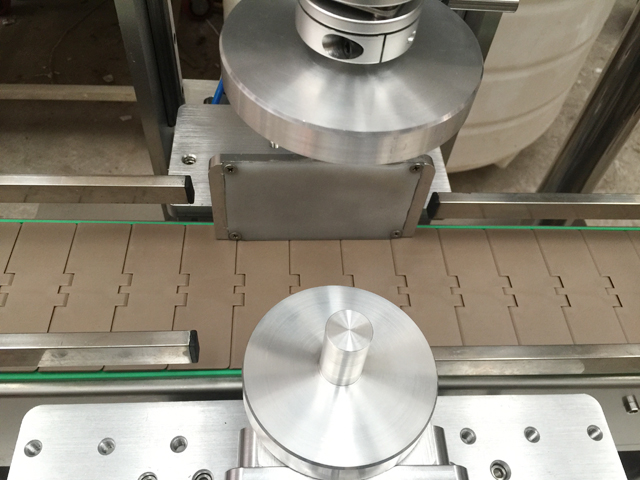
| ボトルクリッピングの試運転 | コンベアの両側にボトルクリップシリンダーを固定するためのネジがあります。六角ソケットナットM8とスターグリップノブを緩めると、前後に動かしてボトルをボトルクリップ装置のグリップに固定できます。 | ボトルのクリップの締め付けはきつすぎたり緩すぎたりせず、適切な締め付けでなければなりません。 |
| キャッピングの試運転 | スターグリップノブを緩めて、機械の後ろにあるハンドシャンクを回して | キャップをする際、キャップヘッドとボトルキャップの接触が高すぎたり低すぎたりしないようにしてください。 |
PLC入力と出力の図解
X1 キャッピング検出: ボトルが検知されると、X1 インジケーターが点灯します。その後、遅延が開始され、遅延が終了するとボトルのクリッピングとキャッピングが開始されます。
X0 非常停止: 通常の状況では、X0 インジケーターは消灯します。これを押下すると、マシンは停止し、すべての動作が元に戻ります。
Y0 キャッピング パルス: Y0 インジケーターがオンの場合、パルスが動作していることを示します。
Y2 キャッピング方向: Y2 インジケーターがオンの場合、キャッピング方向が機能していることを示します。
Y3 コンベア モーター: Y3 インジケーターがオンのとき、コンベアが作動します。
Y4 ボトルブロッキングバルブ: Y4 インジケーターが点灯している場合は、ボトルクリッピングシリンダーが作動していることを示します。
Y6 キャッピング バルブ: Y6 インジケーターがオンの場合、キャッピング バルブが動作していることを示します。
Y7 ボトルクリッピングバルブ。Y7 インジケーターがオンの場合、ボトルクリッピングシリンダーが作動していることを示します。
よくある障害とトラブルシューティング

| いいえ | 欠点 | 考えられる原因 | ソリューション |
| 1 | 電源インジケータ 電源インジケータが点灯していないか点灯しているが機械は動いていない | 電源供給や位相損失の問題はありません | 入力電源とキャビネット内の電源に問題がないか確認してください。 |
| 2 | シリンダーが動かない、または異常に動く | 空気供給があるかどうか | 空気供給を開く |
| ソレノイドバルブに電圧がかかっていない | まず、キャビネット内の対応する作業ステーションに電源が供給されているかどうかを確認して、回路の状態を確認します。電源が供給されている場合は、外部回路を確認します。 | ||
| 不適切な調整をしたスロットルバルブ | スロットル値の位置を調整して、時計回りに回転するとシリンダーの速度が上がり、反時計回りに回転するとシリンダーの速度が下がるようにします。 | ||
| 時間設定のパラメータが適切か0か。 | 時間設定をリセットする | ||
| 3 | キャップがきつく締まっていない | ボトルのクリップがきつく締められていない、または回転している、またはキャップの時間が短すぎる | ボトルクリップ装置を調整するか、キャップ時間を長くしてください |
キャップボトルとサンプル

あなたにおすすめ
 リニア小型カートンボックスコーナーラップステッカーラベリングマシン
リニア小型カートンボックスコーナーラップステッカーラベリングマシン- ターンテーブルボトルフィーダー付き垂直ラウンド赤ワインラベリングマシン
- 電子タバコオイル瓶詰め充填キャッピング水平ラベリングマシン
- 少量香水医薬品液体化粧品充填キャッピングマシン
- 半自動空気圧式濃厚ソースクリーム充填機(混合機能付き)
- プラスチックボトル用半自動タンプフラットラベリングマシン
- 自動リニアバケットピーナッツバター計量充填キャッピングマシン
- マルチヘッドガラスボトル金属アルミキャップロップキャッピングマシン
- リニア 3 ヘッド 化粧品 メイクアップ パウダー スクリュー オーガー ジャー充填ライン
- 自動回転式ガラス瓶バイアル金属キャップスクリューキャッピングマシン